3D Printing Black Photosensitive Resin
Photosensitive resins refer to non-silver photosensitive materials that use certain polymers with photodecomposing properties, or certain monomers ...


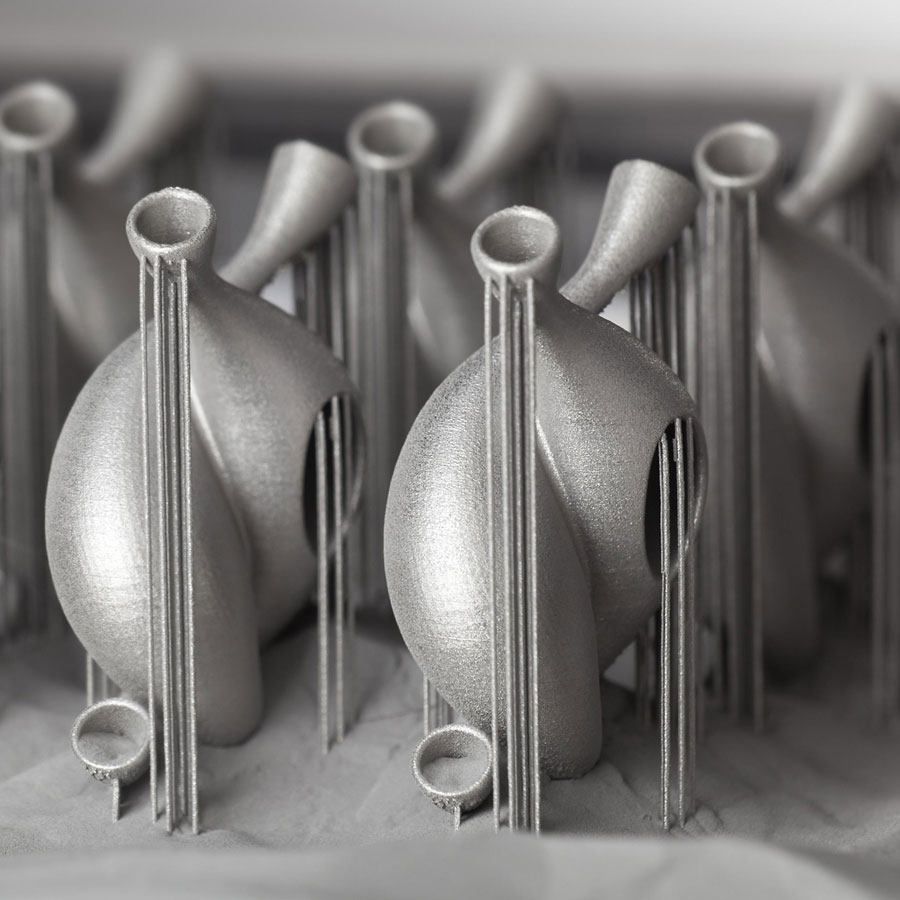
SLM is a technology in which metal powder is completely melted under the heat of a laser beam and cooled and solidified to form a technology