What Is FDM 3D Printing?
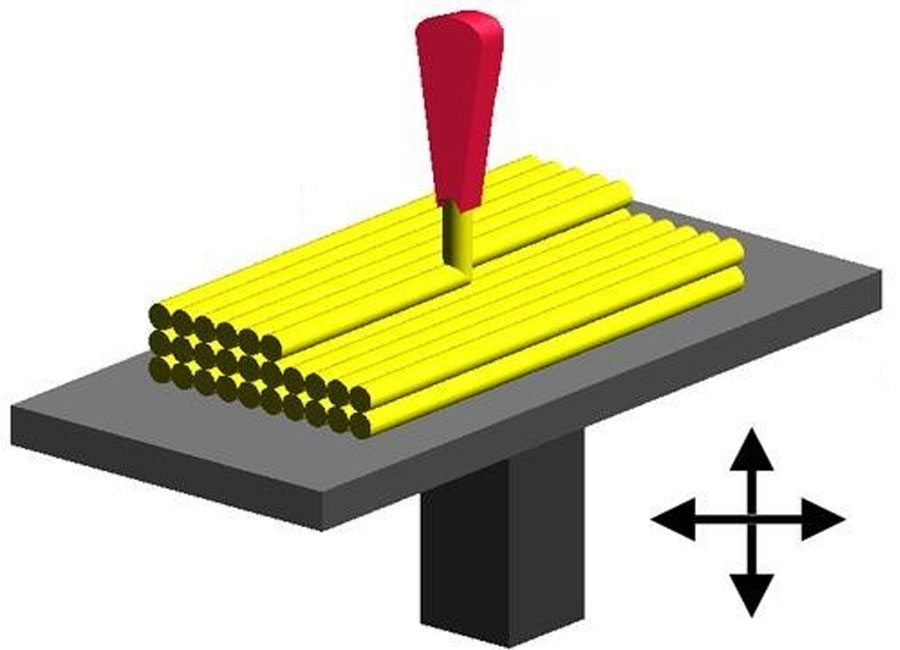
FDM (Fused Deposition Modeling) is a process fused deposition manufacturing (FDM) process developed by American scholar Scott Crump in 1988. FDM is the most widely used 3D printing technology and is usually the first 3D printing technology that people come into contact with. Fused Deposition Modeling (FDM) or Fused Filament Manufacturing (FFF) is an additive manufacturing process that belongs to the series of material extrusion. In FDM, an object is constructed by selectively depositing molten material in a predetermined path layer by layer. The material used is a thermoplastic polymer and is in the form of filaments.