3D Printing Saxophone Mouthpiece
Medals are certificates issued to the winners of various competitions. They are generally made of metal. In sports competitions, there are generally ...


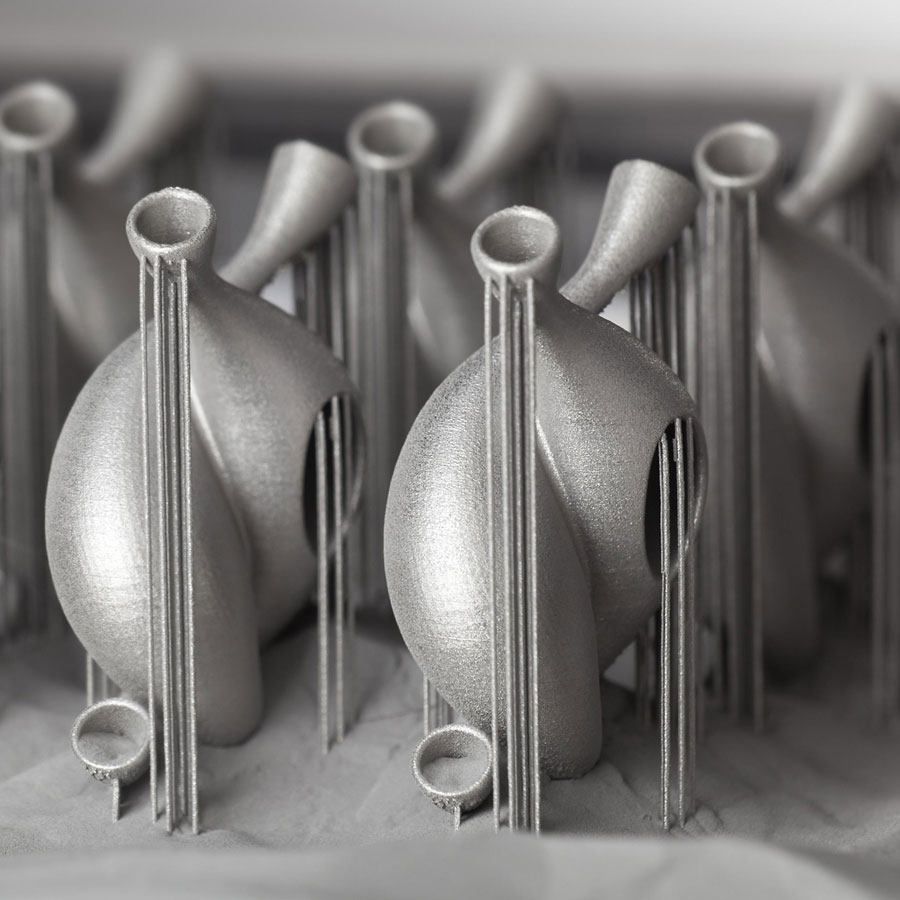
SLM is a technology in which metal powder is completely melted under the heat of a laser beam and cooled and solidified to form a technology