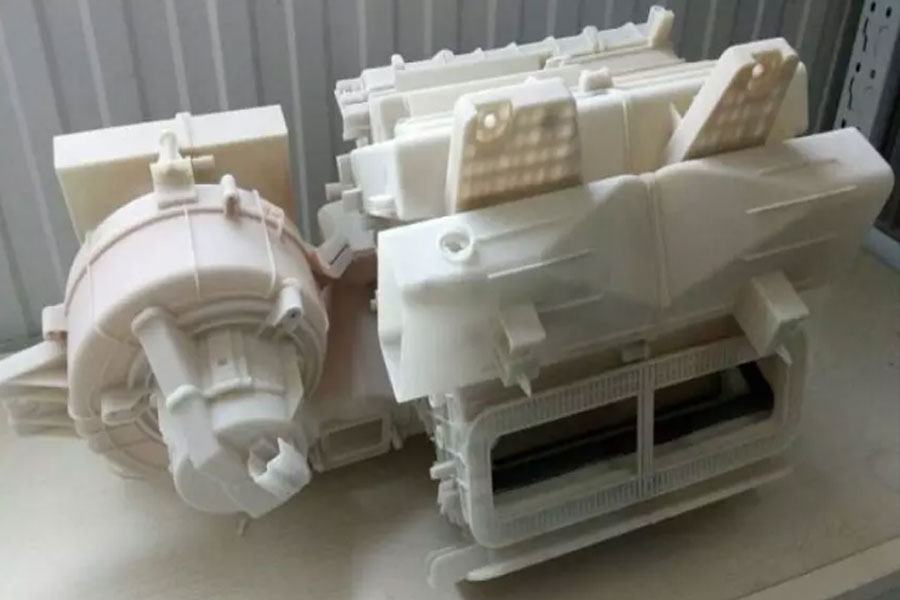
SLS uses the principle of sintering powder materials under laser irradiation, and the computer controls the layer-by-layer formation. The SLS technology also uses layered stacking molding. The difference is that it first lays a layer of powder material, preheats the material to close to the melting point, and then uses a laser to scan the cross section of the layer to raise the temperature of the powder to the melting point. Sintering to form a bond, and then repeat the process of powder spreading and sintering until the entire model is formed.
SLS (selective laser sintering process), this process was proposed by C.R.Dechard of the University of Texas in 1989, and then C.R.Dechard founded DTM company and released the industrial-grade commercial 3D printer Sinterstation based on SLS technology in 1992.
As in the case of many additive manufacturing processes, the first step involves designing a 3D model through CAD software. The generated CAD file is a digital representation of the desired object.
If they are not automatically generated, the CAD files must be converted to STL files. Standard Tessellation Language (STL) or “Standard Triangle Language” is the native file format of stereolithography software created by Abert Consulting Group in 1987 for 3D Systems. STL files describe the surface geometry of 3D objects, ignoring other Common CAD model attributes, such as color and texture.
The pre-printer step is to feed the STL file to 3D slicer software, such as Cura. These platforms are responsible for generating G-code, which is the native language of 3D printers.
When the process begins, the laser “pulls” the first layer of printed matter into the photosensitive resin. No matter where the laser hits, the liquid will solidify. A computer-controlled mirror guides the laser to the appropriate coordinates.
At this point, it is worth mentioning that most desktop SLS printers are upside down. In other words, the laser points to the build platform, which starts from a low position and gradually rises.
After the first layer, the platform is raised according to the layer thickness (usually about 0.1 mm) and the additional resin is allowed to flow under the already printed part. The laser then cures the next cross section and repeats the process until the entire part is complete. The resin that has not been contacted by the laser remains in the barrel and can be reused.
After the material is polymerized, the platform is raised from the tank and the excess resin is discharged. At the end of the process, the model is removed from the platform, the excess resin is washed, and then placed in a UV oven for final curing. Post-press curing allows the object to reach the highest possible strength and become more stable.