About the nozzle
How much do you know?

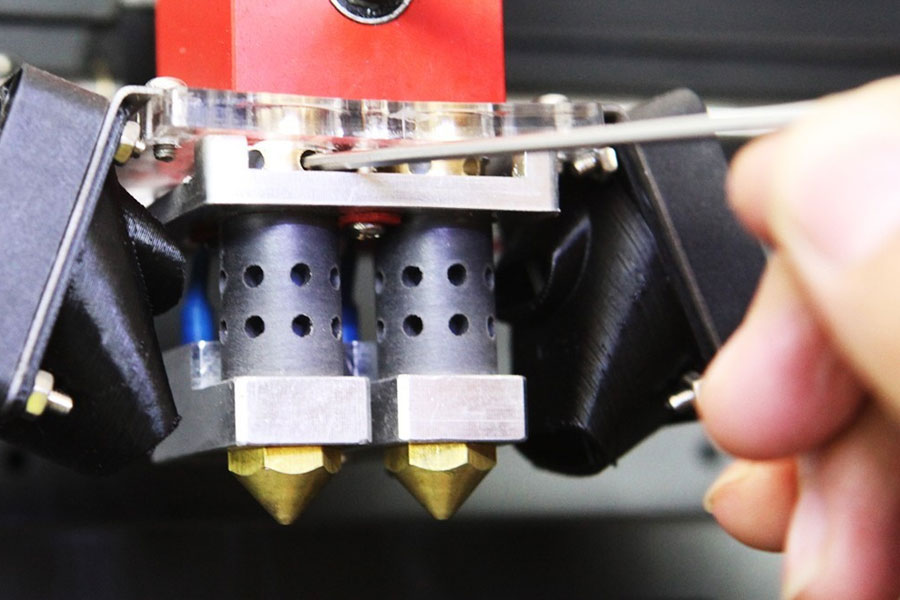
We all know that the nozzle is one of the most important parts in FDM (Fused Deposition Molding) 3D printing equipment. It largely determines the quality of 3D printed products.
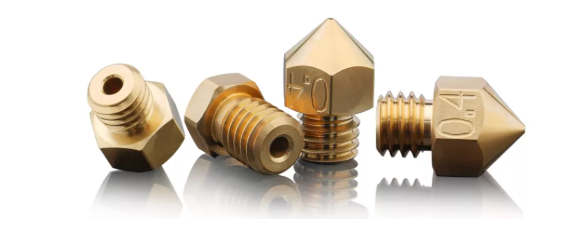
No matter what kind of nozzle, its basic structure is mostly similar. The threaded end that is connected with the heating block is generally M6×1 thread. The earlier generation also had internal threaded nozzles.
It is easy to disassemble the hexagonal surface of the nozzle: large hexagon and small hexagon.
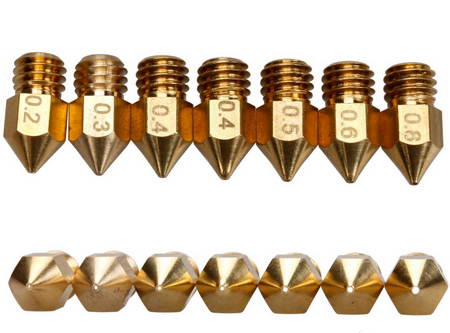
Nozzle mouth: short thick nozzle mouth, long tip nozzle mouth.
The short and thick nozzles will flatten the filaments during the printing process, resulting in a smoother outer wall;
The long tip nozzle can more finely restore the details of the print during the printing process, especially the printing at the top of the curved surface will be more obvious.


In order to meet different printing speed and printing accuracy requirements, the nozzle diameters are from 0.1-2.0. The diameters of consumables available for nozzle selection are 1.75mm and 2.85mm.
The pursuit of speed is to abandon precision and choose a large nozzle, and the pursuit of precision is to abandon speed and choose a small nozzle.
During the processing of the nozzle, pay attention to the roughness of the inner hole wall, which is generally selected from 0.3-0.8 according to the accuracy of the processing equipment and product requirements.
However, the threaded end face must ensure the horizontal accuracy, because the threaded end face must be sealed with the throat end face to prevent the overflow of molten consumables.

The material and processing technology of the nozzle greatly affect the performance and life cycle of the nozzle.
Nozzle parameter performance introduction
Thermal conductivity, also known as thermal conductivity, is often used to measure the ability of a material to directly conduct heat. The higher the thermal conductivity, the faster the heat transfer rate, and the shorter the nozzle heating time.
The coefficient of thermal expansion refers to the expansion and contraction of an object due to temperature changes. The lower the coefficient of thermal expansion, the smaller the deformation of the object, and the higher the coefficient of thermal expansion, the greater the deformation of the object.
The Mohs hardness is used to reflect the hardness of the object. The greater the Mohs hardness value, the greater the hardness of the material that can be printed.
The maximum printing temperature reflects the maximum printing temperature that the nozzle can withstand.
Brass nozzle
- Mohs hardness: 3.0
- Maximum printing temperature: 300℃
- Thermal conductivity: 105w/m.k
- Coefficient of thermal expansion: 18.0μm/m.℃
It is widely used and cost-effective. It is suitable for printing conventional consumables such as PLA, ABS, TPU, PA, PP, PC, ASA, Nylon, PETG, PVA, HIPS, etc.
Copper alloy nozzle
- Mohs hardness: 6.0
- Maximum printing temperature: 500℃
- Thermal conductivity: 330w/m.k
- Coefficient of thermal expansion: 16.7μm/m.℃

High temperature resistance, suitable for printing with high temperature consumables such as PEEK, PEKK, PEI, PSU, PPSU, etc. in addition to conventional consumables.
Stainless steel nozzle
- Mohs hardness: 5.0
- Maximum printing temperature: 350℃
- Thermal conductivity: 16w/m.k
- Coefficient of thermal expansion: 6.0μm/m.℃

Food-grade applications, suitable for 3D printing in food, biomedical, etc.
Hardened steel nozzle
Mohs hardness: 7.8
Maximum printing temperature: 500-650℃
Thermal conductivity: 22w/m.k
Coefficient of thermal expansion: 18.0μm/m.℃

It is resistant to abrasion and high temperature, and is suitable for printing composite consumables containing carbon fiber, steel, wood, boron carbide, tungsten, phosphorescent pigments and other abrasive additives in addition to conventional consumables.
Jewel nozzle
- Mohs hardness: 9.0
- Maximum printing temperature: 550℃
- Thermal conductivity: 45w/m.k
- Coefficient of thermal expansion: 5.3μm/m.℃

Compatible with all consumables, super wear-resistant, high temperature, high speed and high quality.
Tungsten carbide nozzle
- Mohs hardness: 8.5-9.0
- Maximum printing temperature: 550℃
- Thermal conductivity: 164w/m.k
- Coefficient of thermal expansion: 4.5μm/m.℃

From printing conventional PLA to PEEK to carbon fiber reinforced materials to achieve long-term stable printing.
Titanium alloy nozzle
- Mohs hardness: 195HB
- Maximum printing temperature: 550℃
- Thermal conductivity: 130w/m.k
- Coefficient of thermal expansion: 3.1μm/m.℃

High hardness, wear resistance, more suitable for printing on abrasive materials in addition to conventional materials.
Vanadium nozzle
- Mohs hardness: 7.0
- Maximum printing temperature: 550℃
- Thermal conductivity: 15w/m.k
- Coefficient of thermal expansion: 8.3μm/m.°C
The vanadium nozzle is forged from high-speed steel and vanadium alloy, and can print abrasives (such as NylonX, NylonG, metal filler or luminous PLA) without worrying about nozzle wear.
The above are the issues that engineers must consider when choosing nozzle materials. Each material has its own advantages, and engineers need to decide which material to use according to the actual use of the nozzle.
Generally, the higher the hardness of the nozzle is suitable for printing filament or fine particle-filled consumables, such as carbon fiber, fluorescent consumables, etc.
The higher the softening temperature of the material, you can print high-temperature consumables. The material with high thermal conductivity will be evenly heated, the extrusion will be smoother, and the drawing will be less.

The coefficient of thermal expansion determines the service life of the nozzle, and the working nozzle will be deformed in a long-term high temperature environment. With a low coefficient, the service life of the nozzle will be prolonged.
However, a team of engineers who love the ultimate have developed a combination of copper alloy and jewel nozzle, which sells for $150 each.

After the nozzle material is determined, the next step is the surface treatment: the general copper alloy nozzle surface treatment will use a nickel-plated coating process to improve the gloss and hardness of the nozzle surface, reduce the friction coefficient, and make the consumables difficult to stick to the nozzle.
The surface treatment process also includes DLC coating and tungsten disulfide coating. Both can get a lower coefficient of friction and a harder surface.
The development of desktop FDM: still need to play in earnestly and play out selflessly.





